Features & Advantages
- High Load Capacity: Each standard supports up to 57 kN under test conditions per BS EN 12811 Annex D.
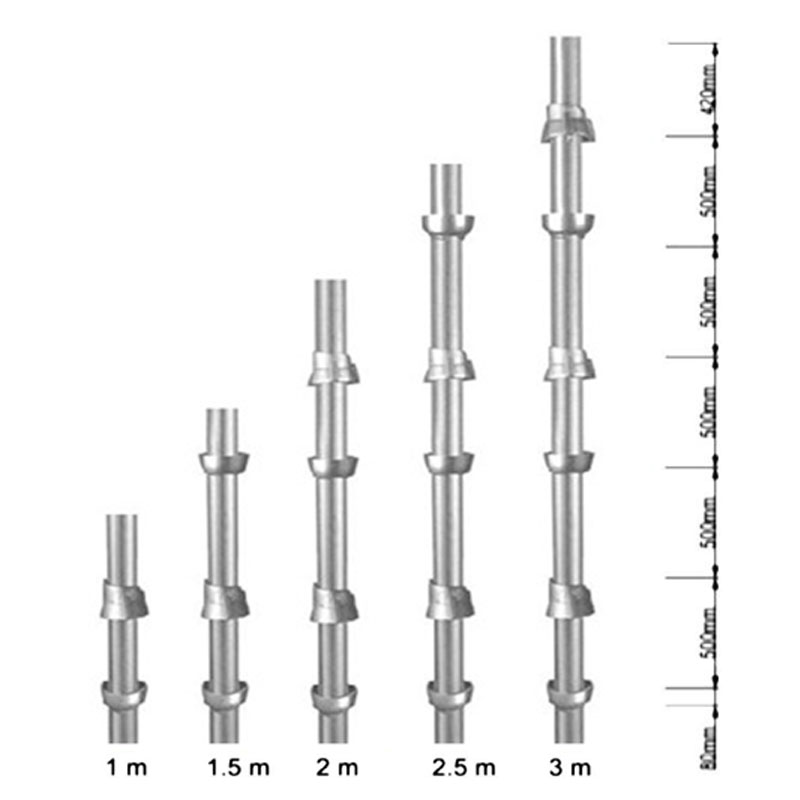
- Optimized Cup Spacing: 500 mm center distance allows flexible platform height adjustment.
- Corrosion Resistance: Hot-dip galvanized to ISO 1461 (coating ≥ 85 μm).
- Dimensional Accuracy: Tolerance ±0.5 mm on key dimensions per BS 1139.
- Optimistic Locking: Secure cup mechanism eliminates bolt tightening and loose fittings.
- Traceability: Each post is engraved with a batch number, a heat code, and an ALTRAD SPARQA stamp.

Technical Specifications
- Material: S355 JR / EN 10025
- Tube Standard: BS EN 10219
- Surface Finish: Hot-Dip Galvanized (ISO 1461)
- Welding: CO₂ / MIG per ISO 3834-2
- Manufacturing Tolerance: ±0.5 mm
